
第20回
単体分離と選別結果の関係 ③
~分離効率の課題~
分離効率の課題
これまで、選別の良否を判断する指標として「分離効率」の利用を推奨してきた。しかし、「Newton効率」あるいは「Hancock効率」とも呼ばれる現在のスタンダードな分離効率も、万能な指標とは言えない。この効率が意味する「量」と「質」の関係については、将来、このコラムでも詳述しようと思うが、まずは、どのような点に注意すべきかついて考えてみる。
簡単のために、有用物を「A成分」、不要物を「B成分」、選別後のA成分濃縮物を「回収産物」、B成分濃縮物を「除去産物」として考えてみる。
(回収産物の)分離効率X=A成分の回収率-B成分の回収率
(除去産物の)分離効率Y=B成分の回収率-A成分の回収率
ここで、
回収産物のA成分回収率(%)=100(%)-除去産物のA成分回収率(%)
回収産物のB成分回収率(%)=100(%)-除去産物のB成分回収率(%)
であるので、
X=[100-除去産物のA成分回収率]-[100-除去産物のB成分回収率]
=除去産物のB成分回収率-除去産物のA成分回収率
=Y
つまり、ある選別における分離効率は、回収産物側から計算しても、除去産物側から計算しても同じ値となる。ここまでが、第18回で紹介した内容である。
これは、実際のA、B成分の状態に関わらず、数学的にはA、B成分が完全に等価な関係あることを「前提」とし、A成分,B成分が、それぞれ回収産物と除去産物に、どのような比率で選別されたかだけに基づいていることを示している。多くのテキストには、「分離効率が示す選別結果の意味」が述べられているだけで、元の(選別前の)A,B成分の状態に対する、数学的な解釈は語られていない。しかし、この「前提」とは、分かりやすく言えば「この式は選別前のA/B成分比が1:1の時にしか成立しない」ことを意味している。言い換えると、実際のA/B成分比がどのような比率であっても、1:1であることを想定した計算結果となっている。つまり、A/B成分比が1:1から離れるほど、分離効率(選別結果の選択性の度合い:結果の良否)と、選別操作がどれだけ選択的に成し得たか (選別操作の選択性の度合い:選別の巧みさ)との間にズレが生じる。分離効率の計算は成立し、結果の良否は正しく示せるものの、示される結果は「選別の巧みさ」とは乖離したものとなる。このようなことを紙面で語られることはあまりないが、現場の感覚としては既に持たれている方もおられよう。
厳密に議論すると、単体分離の度合い、個々の粒子状態、選別機の性能や選別(分配)確率などを計算することになって話が複雑になるが、分かりやすさを優先して簡略化すると図3.1.4のように説明できる。
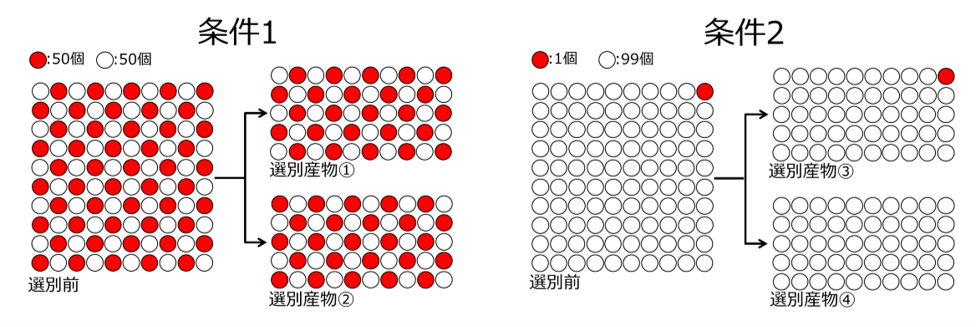
図3.1.4 A/B成分比の違いによる分離効率の比較
単体分離された100個の粒子があったとする。条件1は赤50個、白50個、つまりA/B成分比=1:1である。条件2は赤1個、白99個でA/B成分比=1:99である。ここから無作為に(全く選択性なく)50個ずつに分けたと考える。条件1のように、選別産物①②を完全に同成分にすることを「縮分」といい、実際には厳密にこれを達成することも難しいが、確率的には図のようになるであろう。選別産物①を基準に計算すると、赤の回収率50%-白の回収率50%で、分離効率は0%となる。これは全く選択性がない無作為の操作という状況に合致した値である。他方、条件2の選別産物で計算すると、
選別産物③の分離効率=赤の回収率100%-白の回収率49.5%
=選別産物④の分離効率=白の回収率50.5%-赤の回収率0%
=50.5%
無作為に分けたにもかかわらず、分離効率は約50%となってしまう。「分離効率が示す選別結果の意味」としてはこの通りであるが、選別操作の選択性(巧みさ)を示す指標としては、感覚とずいぶん乖離してしまっている。選別する意図は全くなかったにも関わらず、結果として分離効率50%になった…ということである。これは、ごくわずかしか存在しない成分の分配(選別)を、大量に存在する成分の分配と等価に評価してしまっている点に問題がある。「赤が2個ならこうはならない」と思われるかもしれないが、多数個ある場合に比べどちらかの産物に偏る確率は高くなる。100個の粒子を分けるという選別操作のうち、99個は白に対してなされたものであり、分離効率の前提に反して、選別操作が赤/白等価になっていないためである。
この例は簡略化したもので、あらかじめどちらが「選別産物」かを決めていないので、実際の選別工程で起きる現象の発現理由は網羅できていない。あくまで分離効率の数学的な課題を示すモデルと見ていただきたい。実際の理由は多岐にわたるが、一般的には以下のようである。分離効率の計算では便宜上、有用物「A成分」と不要物「B成分」の2成分に分けるが、実際には、(特に不要物には)比重や磁性などの物性が異なる様々な成分が混在している。仮にA/B双方が均一な成分であっても、図のような球体を対象に選別することはまずなく、様々な形状(粒子物性の1つ)をした粉砕産物となることがほとんどである。A/B成分比が1:1に近く、A/B成分双方に物性のバラツキが大きければ、無作為に選別して、偶然、高い分離効率となる可能性はほとんどない。一方、A成分の割合が極端に少ない場合は、一般に物性のバラツキも小さい。A成分が特定の物性に絞られれば、B成分のうちA成分とは明らかに物性の異なる粒子は、容易に選別できる。高度な選別の意識を持たなくとも、これら一部のA成分を回収できる条件…というレベルで、B成分は除去されてしまう。結果として、無配慮な選別を行っても図の条件2のような状況が起きる。他にも単体分離の影響など、現実の理由は様々であるが、A/B成分比が1:1から離れるほど、選別の巧みさとは無関係に高い分離効率が得られてしまうという、分離効率の課題があることは覚えておいていただきたい。
