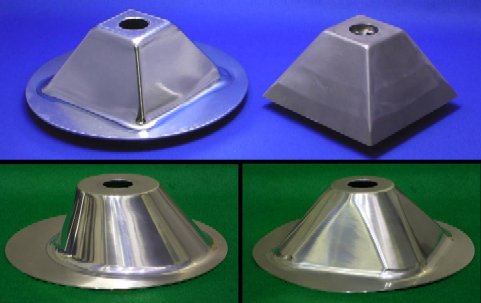
これまでに,加工ローラの押し付け力を制御してローラをマンドレル形状に倣わせることにより非軸対称形状の製品を成形する方法を提案した(→非軸対称形状のスピニング加工). この方法を用いてアルミニウム薄板を非軸対称形状に成形することにも成功したが,マンドレル回転数が上げにくく加工時間が長くなるという問題点が見られた.
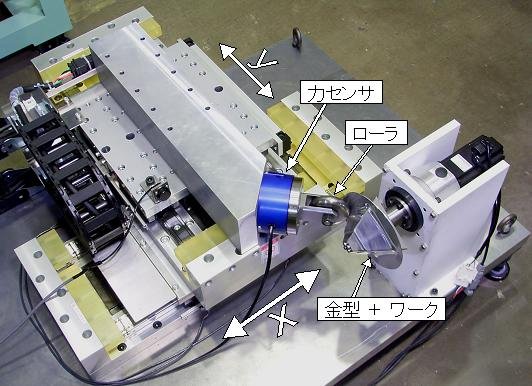
そこで,力制御の応答性を改善し加工時間の大幅な短縮をはかることを目的として,リニアモータを用いて加工ローラを駆動する力制御スピニング加工機を開発した.
こうした力制御による非軸対称形状の成形において,加工時間の短縮は最も重要な課題の一つである.加工時間は(製品高さ)÷(マンドレル一回転当たりの加工ローラ送りピッチ)÷(単位時間のマンドレル回転数)で表される.非軸対称形状の成形では軸対称の場合よりもマンドレル回転数をかなり低くする必要があり,それが加工時間増加の原因となる.
非軸対称形状の成形では,加工ローラはマンドレルの断面形状に倣い,マンドレルの回転に従って前進/後退を繰り返す.しかし,回転数が過大になるとローラの運動がマンドレル断面の凹凸に追いつかなくなり,力制御による応答が振動的になって製品の表面が波打ったり,素材の押し付けが不足して製品がマンドレルから浮き上がる原因となる.
これまでの実験装置ではDCサーボモータとボールねじを用いて加工ローラを駆動した.また従来のスピニング加工機では,油圧シリンダが広く用いられている.それらに対し,新たにリニアモータを加工ローラ用の直動アクチュエータとして採用した.
リニアモータは電流に応じた推力を発生し,発生した推力をボールねじのような伝達機構を介することなく直接に駆動対象へ及ぼすことができる.伝達機構の機械的特性がループに入らないため力制御の応答性が向上できる.また加工ローラがマンドレルで急激に押し戻されても伝達機構にダメージを与える心配がない.摺動部分を持たないため摩擦は直線ガイド機構によるもののみであり,油圧シリンダやボールねじ機構と比べて摩擦が小さい.市販の製品でも非常に高い速度・加速度を発生できるものがあり,高速の動作が可能である.したがってスピニング加工機において,加工ローラを駆動するための直動アクチュエータとしてリニアモータを用いれば,応答性の優れたローラの押し付け力制御を構成できる.
上の写真のようなリニアモータ駆動の加工機を試作した.成形実験では,非軸対称形状のマンドレルをこれまでの装置よりはるかに速く回転させても,ローラがマンドレルに追従して成形が可能である.リニアモータの採用により,非軸対称形状の加工時間の大幅な短縮を達成した.また開ループ力制御による非軸対称形状の成形を試み,加工時間については閉ループ制御に匹敵する性能を示すことを確かめた.