
産総研では、よりフレキシブルで付加価値の高い加工を実現するために、ロボット制御技術をスピニング加工に導入することを試みております。特に、従来のスピニング加工の枠組みを超えて、楕円・偏心・多角形などの異形断面形状が成形できる新しいスピニング加工法の開発に取り組んできました。このたび産総研とスピニング加工機の専門メーカーである株式会社大東スピニングは、これまで開発した異形断面形状に対応するスピニング加工法を集大成し、より実用的な要素を加味した、リニアモータ駆動による力制御スピニング加工機「リニア・ロボスピン」を共同開発いたしました。
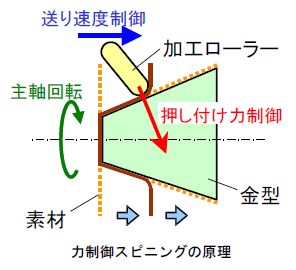
力制御スピニングでは、作りたい形状と同じ異形断面形状の金型を用います。加工ローラの押し付け力を一定に保ち、素材を金型に押し付けます。一方、金型の回転軸と平行な方向には、加工ローラを一定速度で送り制御します。ローラは金型の形状に倣って動き、素材を型に密着させます。その結果、金型と同じ異形断面形状の製品を作ることができます。
| 装置寸法 | 巾2875mm × 奥行1820mm × 高さ1895mm |
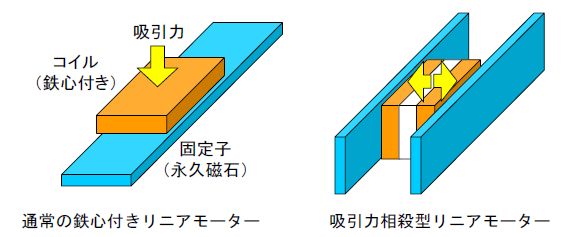
| X軸(半径方向) | 吸引力相殺型リニアモータ 定格推力4000N |
| Z軸(主軸方向) | サーボモータ+ボールねじ 定格推力10000N |
| C軸(主軸) | サーボモータ+遊星減速機 定格出力 7.5kW 定格回転数 375rpm |
| ワーク寸法 | 最大直径400mm 最大高 350mm |
今回共同開発したプロトタイプをベースとした加工機は、㈱大東スピニングにおいて製造販売を開始しております。また加工機導入の検討を目的とした部品の試作トライも受け付けます。
|
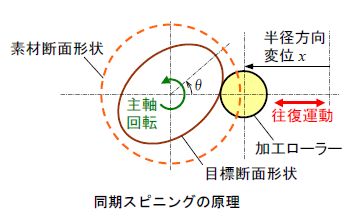
力制御スピニングによる楕円錘の成形 アルミ板(A1100-H)厚さ1.5mm  ビデオ: (640×480, 3.2Mb) (320×240, 1.2Mb) ビデオ: (640×480, 3.2Mb) (320×240, 1.2Mb)力制御スピニングによる偏心円錘の成形 鋼板(SPCC)厚さ1mm  ビデオ: (640×480, 2.9Mb) (320×240, 0.9Mb) ビデオ: (640×480, 2.9Mb) (320×240, 0.9Mb)同期スピニングによる楕円錘の成形 鋼板(SPCC)厚さ1.2mm  ビデオ: (640×480, 7.6Mb) (320×240, 2Mb) ビデオ: (640×480, 7.6Mb) (320×240, 2Mb)同期スピニングによる偏心円錘の成形 鋼板(SPCC)厚さ1.2mm  ビデオ: (640×480, 7.6Mb) (320×240, 2Mb) ビデオ: (640×480, 7.6Mb) (320×240, 2Mb)装置各部の動作 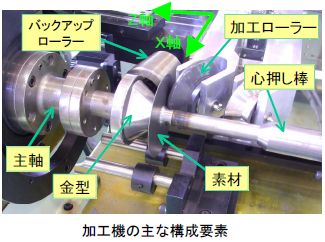 ビデオ: (640×480, 5.6Mb) (320×240, 1.8Mb) 教示再生機能  ビデオ: (640×480, 2.5Mb) (320×240, 0.9Mb) |
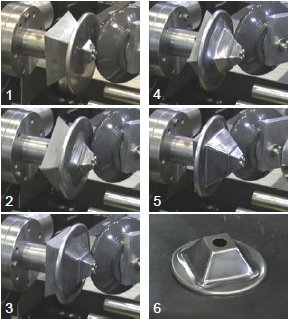
力制御スピニングによる段付切欠円錘の成形 鋼板(SPCC)厚さ1mm  ビデオ: (640×480, 7.7Mb) (320×240, 2.9Mb) ビデオ: (640×480, 7.7Mb) (320×240, 2.9Mb)同期スピニングと力制御スピニングの併用による角錐台の成形 鋼板(SPCC)厚さ1mm  ビデオ: (640×480, 5.7Mb) (320×240, 1.9Mb) ビデオ: (640×480, 5.7Mb) (320×240, 1.9Mb)力制御スピニングによる長円錘の成形 鋼板(SPCC)厚さ1.2mm  ビデオ: (640×480, 8.6Mb) (320×240, 2.1Mb) ビデオ: (640×480, 8.6Mb) (320×240, 2.1Mb)同期スピニングによる偏心パイプの成形 ステンレス(SUS432)厚さ1.2mm  ビデオ: (640×480, 8.6Mb) (320×240, 5.1Mb) ビデオ: (640×480, 8.6Mb) (320×240, 5.1Mb)同期スピニングによる角筒形状の成形 鋼板(SPCC)厚さ1.6mm  ビデオ: (640×480, 4.4Mb) (320×240, 1.7Mb) ビデオ: (640×480, 4.4Mb) (320×240, 1.7Mb) |
JIMTOF 実演展示 2010年 ビデオ ビデオ |
MF-Tokyo 実演展示 2015年 ビデオ ビデオ |